Ricerca & Sviluppo
Sustainable integration of Hybrid additive/subtractive MANufacturing for difficult-to-cut materials
PROJECT HY-MAN
Reference : MNET17/ADMA-1276
Below are the details of the project and the partners involved.
- Project acronym: HY-MAN
- Project Title: Sustainable integration of HYbrid additive/subtractive MANufacturing for difficult-to-cut materials.
- Topics: Adaptive manufacturing technologies including processes for removing, joining, adding, forming,consolidating, assembling.
Partners(Consortium):
- Laser Machine Network S.r.l., hereinafterreferred to as “LMN” or “Co-ordinator”, Italy;
- KENDU S.COOP, hereinafterreferred to as “KENDU”, Spain;
- Politecnico di Torino, hereinafterreferred to as “POLITO”, Italy;
Consultant
- IMAMOTER – CNR, hereinafterreferred to as “IMAMOTER”, Italy;
- MONDRAGONUNIVERSITY / MGEP, Spain.
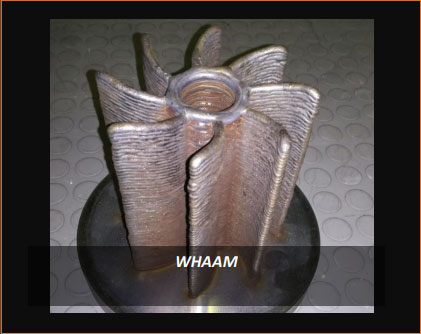
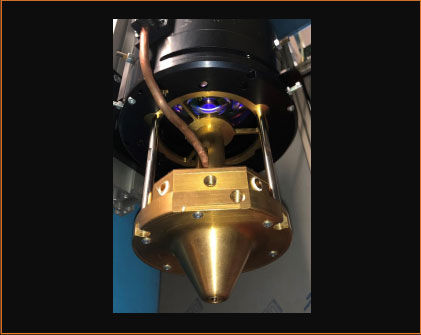
The consortium invested in the development of LMWD (Laser Metal Wire Deposition) and LAMWD (Laser Arc Metal Wire Deposition) technology in order to promote such technology in the marketplace, at present limited to the few manufacturers. For this purpose, the reliability of additive manufactured materials, based on difficult to cut steels and titanium alloys, was investigated. Two prototype heads for AM process were designed and realized, both for the LMWD and LAMWD process. For the LMWD process, a coaxial configuration was chosen in order to enable a directional independence for all technical welding positions. A suitable beam focalization was defined, with the aim to provide enough space inside the laser beam to allow the insertion of the wire. A vertical optical axis configuration was chosen for the realization of the prototype, using two axicon lenses to transform the laser beam into a ring-shaped distribution. A hybrid LAWMD process set-up was defined, adding the laser source to a WAAM set-up. A CMT system was selected for the arc process and integrated to a CNC machine, together with a fiber laser source. Most of the tests were carried out using steel. Deposition of Ti-alloy structures was also tested. Screw conveyor, impeller and demo geometries (E-pattern, only for Ti alloys), were considered as case studies. Simple geometries were prepared for mechanical and microstructural characterisation. The process allowed the preparation of materials with promising properties, like high density and hardness, with a little dispersion with respect to the mean value. Some residual defects, like voids and cracks, were present. Laser welding induces a heterogeneous surface, containing several crystalline phases. The materials where then subjected to subtractive process. Four slim line hydraulic tool holders for pocket machining, with stable conditions in terms of vibrations and damping, were developed. Commercial cemented carbide endmills were adapted in terms of material grade, cutting geometry parameters, and coatings. Once the tool holder was selected among the four developed, tests devoted to the analysis of the cutting tools were carried out. Conventional route manufacturing materials were tested with the new tools. The same tool references were then applied to additively manufactured materials (AISI304). Interestingly, machining material from LMWDs has required less energy than milling the “conventional” material. The aim of optimising rapid additive production technologies that reduce environmental impact was a crucial aspect of the project. For this purpose, a comprehensive cradle-to-gate Life Cycle Assessment (LCA), under the hypothesis of iso-performance samples, was done. Energy consumption, CO2 emission, time and costs were assessed. LCA allowed to determine the most convenient value of laser power, travel speed and wire feed rate ‘W’ under the environmental and economic point of view.
Sustainable integration of hybrid additive and subtractive manufacturing for difficult-to-cut material
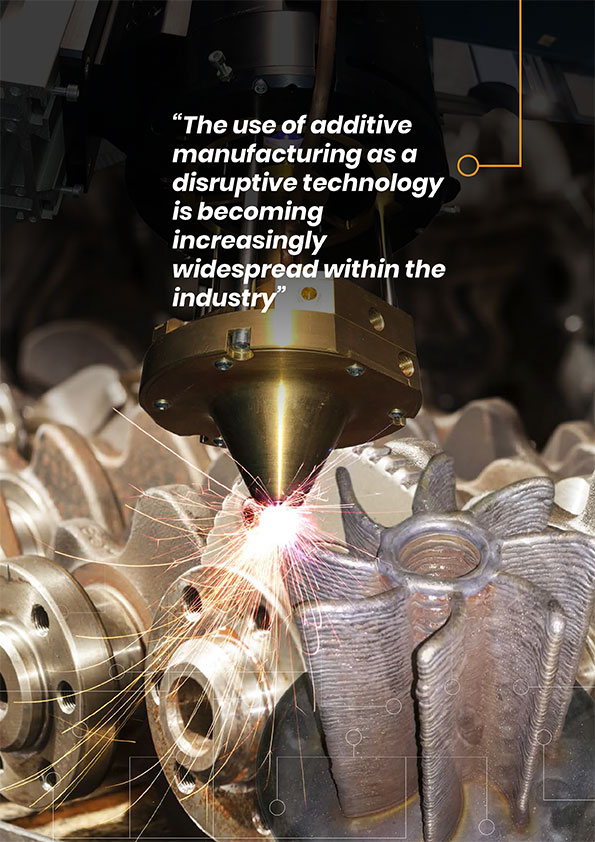
The use of additive manufacturing as a disruptive technology is becoming increasingly widespread within the industry. This relatively new production method, which makes it possible to manufacture products by adding material, offers many advantages compared to conventional subtractive production techniques. In the Manunet project ‘HY-MAN’, a consortium consisting of the partners Laser Machine Network S.r.l. (Finpiemonte, Italy), KENDU S.COOP (Basque Country, Spain), LAIP SA (Basque Country, Spain) and Politecnico di Torino (Finpiemonte, Italy), togeter with CNR-Imamoter and Mondragon Unibertsitatea as subcontractors, worked on the sustainable development and production of difficult-to-cut materials.
Automotive and aerospace applications
Using Additive Manufacturing (AM), relatively large components can be made from materials classified as difficult to manufacture using conventionally applied industrial processes such as forging or machining. However, particularly for metal parts, additive manufacturing technologies appear to be relatively expensive, do not meet the required standards and are therefore less suitable for mass production. The aim of the project is therefore to achieve sustainable development and production of steel and titanium alloys by using AM technologies characterised by high deposition rates such as LMWD (Laser Metal Wire Deposition) and LAMWD (Laser Arc Metal Wire Deposition). The advantage of these wire-based processes can be seen in the relatively good material properties and the possibility of unlimited construction volumes. By using additive manufacturing, production costs can be reduced because the use of materials is more efficient and the number of machining runs is reduced. Moreover, by intelligently combining subtractive and additive systems in, for example, a hybrid or integrated system, post-processing can take place smoothly. As a result, the surface finish is better than when only pure AM processes are used. The application of these wire-based processes to difficult-to-cut materials is particularly interesting in the production of medium to large components for moulds, automotive and aerospace applications.


“Higher deposition rates and improved topology”
During the project, have been designed and further optimised the AM wire processes, both in terms of equipment and process parameters for achieving good material properties. For the LMWD process, a coaxial printhead was designed to enable directional independence for all welding positions. This is important because it generates more flexibility and makes it easier to produce more complex geometric shapes. In the project has been demonstrated that by using the LAMWD process a higher deposition rate could be achieved. The addition of the laser also improved the topology of the printed layers. For example, during the innovation project various structures with a wide variety of wall thicknesses (from 1 to 25 mm) were generated to test the suitability of the processes for building a real part geometry. These samples were then analysed by comparing structure, machinability and mechanical properties with the raw materials. Despite the presence of some pores as a result of the production process, the density was promising and the tensile strength was comparable to that of the raw material.

Sustainability as a social challenge
The aim of optimising rapid additive production technologies that reduce environmental impact was a crucial aspect of the project. For example, has been applied a full life cycle analysis to identify the advantages and limitations of AM technologies compared to conventional subtractive technologies in terms of sustainability. The advantage of a production technology such as additive manufacturing is not only that it allows more complex geometry and faster production of personalised parts, but above all that it reduces the amount of material waste and enables the development of robust lightweight components. Particularly within the automotive and aerospace industries, there is a high demand for such components, as they can reduce the weight of vehicles and thus reduce CO2 emissions.
For all the details of the project and the results obtained, contact LMN directly “info@laserlmn.com” bynm inserting in the subject
“PROJECT HY-MAN”